Introdução Ouro 18k
Em nossa oficina trabalhamos com três tipos de ligas de ouro, todas elas sendo de ouro 18k. São elas: Amarelo, Branco e Vermelho. Mas o que significa “18k” ou “750”? Ambas significam a mesma coisa: a nomenclatura “18k” tem origem norte-americana e indica quantas partes de ouro puro a liga contém, sendo o ouro 24k o ouro puro. A liga de 18k diz que das 24 partes (totalidade de liga) 18 partes são de ouro puro o que representa 75% da massa total da liga. A nomenclatura “750” tem origem européia e está baseada em escala de milhares, onde cada mil partes da liga leva 750 partes de ouro puro e assim como a liga de 18k essa terminologia representa uma liga onde 75% da massa da liga é de ouro. Embora ambas nomenclaturas representem a mesma coisa nós optamos por utilizar a européia, que para nossos padrões é a mais correta, uma vez que a pureza absoluta não pode ser obtida. A maior pureza de ouro já registrada foi obtida pela Rowal Canadian Mint que atingiu uma pureza de 99,9999%.

Ouro Amarelo 750
Nossa liga de ouro amarelo é composta de três metais puros, sendo eles o ouro (Au) compondo 75% da liga, a prata (Ag) e o cobre (Cu). Esses metais são adcionados como beneficiadores da liga. Uma vez que o ouro é um material muito macio o cobre é adicionado em pequena quantidade para endurecimento da liga, mas devido a sua coloração avermelhada ele à tinje. E devido a suas propriedades fisicas à torna dificil de trabalhar então utilizamos a prata, um metal nobre, que serve para controle de coloração pois atenua a coloração do cobre e reduz a rigidez da liga, tornando-a trabalhável. A liga de ouro pode sofrer leves mudanças nas porcentagens de metais dependendo do produtor. Essas mudanças alteram também sua coloração. Nossas porcentagens são definidas e não são divulgadas, porém sempre que adquirir uma joia em ouro busque o carimbo “18k” ou “750” pois ele é sua garantia de que sua liga contém 75% de ouro, sendo este o padrão mundial para joias comerciais. Todas nossas ligas são produzidas dentro de nossa oficina e a partir de materiais com pureza industrial, tudo para garantir sempre a melhor qualidade para nossos clientes.

Ouro Branco 750
As ligas de Ouro Branco são misturas de três metais puros sendo eles o ouro (Au) o paládio (Pd) e a prata (Ag). A liga de ouro na cor branca é possivel devido a uma característica do paládio que quando adcionado em proporção superior a 10% faz com que a liga adote sua coloração. O paládio também é um metal nobre similar ao ouro e tem um ponto de fusão (derretimento) muito alto enquanto que a prata com um ponto de fusão mais baixo é utilizada como beneficiadora de ajuste da liga, tornando-a levemente mais maleável e facilitando o trabalho de solda. A liga de ouro pode sofrer leves mudanças nas porcentagens de metais dependendo do produtor. Essas mudanças alteram também sua coloração. Nossas porcentagens são definidas e não são divulgadas, porém sempre que adquirir uma joia em ouro busque o carimbo “18k” ou “750” pois ele é sua garantia de que sua liga contém 75% de ouro, sendo este o padrão mundial para joias comerciais. Todas nossas ligas são produzidas dentro de nossa oficina e a partir de materiais com pureza industrial, tudo para garantir sempre a melhor qualidade para nossos clientes.

Ouro Rosé 750
As ligas de ouro Rosê são muito similares às ligas de ouro amarelo,levando os mesmos três metais puros, sendo esses o ouro (Au) o cobre (Cu) e a prata (Ag) o que muda são as proporções destes metais. A proporção de ouro é mantida por se tratar de uma liga de ouro 750 (75% Au) porém o cobre vem a ser o segundo metal predominante, usando sua cor avermelhada para tinjir a liga e dar a ela a cor avermelhada característica, a prata é adcionada como um metal beneficiador uma vez que o cobre torna a liga muito dura e dificil de ser trabalhada. Com a adição de prata as propriedades mecânicas são melhoradas mantendo a cor desejada. A liga de ouro pode sofrer leves mudanças nas porcentagens de metais dependendo do produtor. Essas mudanças alteram também sua coloração. Nossas porcentagens são definidas e não são divulgadas, porém sempre que adquirir uma joia em ouro busque o carimbo “18k” ou “750” pois ele é sua garantia de que sua liga contém 75% de ouro, sendo este o padrão mundial para joias comerciais. Todas nossas ligas são produzidas dentro de nossa oficina e a partir de materiais com pureza industrial, tudo para garantir sempre a melhor qualidade para nossos clientes.
PRATA

Prata 950
Em nossa oficina utilizamos uma prata de alto teor, chamada de prata 950, o que significa que para cada 1.000 partes de liga 950 partes são de prata (Ag) pura. O restante pode ser completado com diferentes materiais dependendo da finalidade da liga, neste caso o cobre (Cu) é utilizado pois ele beneficia a liga tornando ela mais rígida, possibilitando a confecção de uma joia de melhor qualidade, a prata 950 é amplamente utilizada na joalheria artesanal enquanto que a liga comunmente utilizada na industria é a de prata 925, que é conveniente para esta finalidade porém, é menos nobre. Muitas vezes as peças de prata deixam de ser utilizadas devido a alergia. A alergia à prata existe, porém é muito rara, a alergia está comumente associada ao cobre existente na liga. Devido á esse inconveniente oferecemos também uma segunda opção: a liga de “Prata Paládio” que, por não conter cobre, minimiza a ocorrência da alergia. Vide mais informações sobre essa Liga a seguir. Todas nossas ligas são produzidas dentro de nossa oficina e a partir de materiais com pureza industrial, tudo para garantir sempre a melhor qualidade para nossos clientes.

Prata Paládio 950
Em nossa oficina optamos por oferecer uma liga de prata diferenciada. Essa liga é uma mistura de prata (Ag) e paládio (Pd) puros, essa liga chama-se 950 pois a cada 1.000 partes de liga 950 partes são prata e as 50 restantes paládio. A liga de Prata paládio contém paládio, comunmente utilizado em ligas de ouro branco. Por ser um metal de nobreza similar a do ouro esta liga tem o valor ligeiramente superior à liga de prata tradicional tornando-se, porém, uma opção bastante atrativa por não conter cobre. Trata-se de uma liga hipoalergênica (não causa alergia) já que que a alergia está comunmente relacionada ao cobre existente na liga convencional. Essa liga também possui uma cor levemente mais acinzentada que a liga tradicional de prata se aproximando da cor do ouro branco. Devido a nobreza do paládio esta liga também é muito mais resistente a manchas e ao escurecimento sendo assim uma boa opção para aqueles que costumam ficar com as peças de prata escuras devido ao uso contínuo. Todas nossas ligas são produzidas dentro de nossa oficina e a partir de materiais com pureza industrial, tudo para garantir sempre a melhor qualidade para nossos clientes.

Titânio Gr2
Em nossa oficina oferecemos algumas peças em titânio devido às suas propriedades únicas. Ele é um metal leve, pesando aproximadamente um oitavo de uma peça similar em ouro, porém extremamente resistente, sendo até dez vezes mais duro que o aço. Ele também possui propriedade hipoalergênicas (não causa alergia) uma vez que não reage com nenhum elemento encontrado na atmosfera. Uma das propriedades mais interessantes do titânio é o fato de adquirir pátina (equivalente a uma oxidação) colorida quando trabalhado em condições específicas . Por ser um material de extrema dureza e de impossibilidade de fundição e solda em oficina apresenta certa limitação para produção que, todavia, estamos habilitados a contornar. O titânio pode ser utilizado como parte integral de uma joia ou em detalhes devido a seus “óxidos” coloridos. Adquirimos nosso titânio de empresas especializadas direto em tubos, chapas, barras ou fios. Como buscamos sempre o material de melhor qualidade para nossas peças, não tendo a opção de produzir liga própria optamos por utilizar uma liga de titânio existente no mercado chamada Gr.2 ou titânio grau dois que é uma liga de titãnio chamada de comercialmente pura.
FORJA


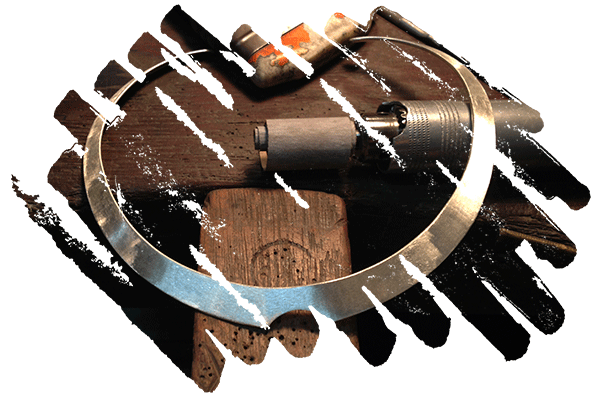
O trabalho é iniciado com uma barra de prata, essa pode ser levemente curvada com as mão para já direcionar o sentido da forja.

Após algum tempo de forja a peça já se assemenha a um colar, meste ponto acontece o último recozimento (alívio da tensão por aquecimento do metal).

A forja é feita a fim de “enrolar” o colar, isso cria uma tensão forte na parte externa porém diminue o seu tamanho, neste momento a peça não poderia ser utilizada.

A forja é realizada principalmente na parte interna do colar para expandir o tamanho e criar resistencia mecânica, neste estágio o colar já tem tamanho para ser utilizado.

A curvatura é aberta até o ponto desejado e a parte interna do colar alisada com uma lima criando um toque confortável.

Como objetivo da forja era a criação da tensão no metal o colar a partir deste ponto pode ser trabalhado com as técnicas tradicionais de joalheria, porém, não deve ser aquecido uma vez que perderia suas propriedades.

Para maior conforto ele pode ser curvado em uma forma ergonômica para se ajusta ao corpo da cliente.

Neste estágio o colar está finalizado. Caso o visual de forja estivesse sendo procurado a peça estaria pronta, porém, como apenas as caracteristicas de “mola” são desejadas o colar ainda será trabalhado para um polimento brilhante.
Em diversas etapas o colar é desbastado por limas e lixas sucessivamente mais finas, e por final é feito o polimento com massas especiais para este fim.

No final do processo temos um colar leve, extremamente resistente e que não necessita de fechos ou travas uma vez que apenas sua construção garante a fixação do mesmo.

Forja Anticlástica
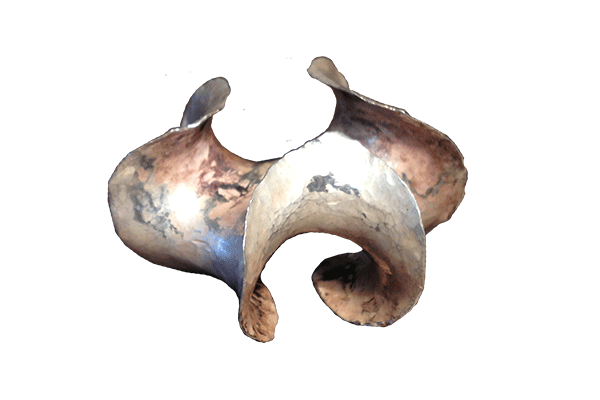
O anticlástico é uma forma de construção muito interessante para a joalheria artesanal, uma vez que devido a sua complexidade técnica é possível sua criação apenas a partir de processos manuais. O que diferencia o anticlástico? As forjas podem ser separadas em três tipos: a de conformação e mola, as sinclásticas e as anticlásticas. As formas sinclásticas são bastante comuns e são caracterizadas por ter seus eixos voltados para a mesma direção, como por exemplo copos, tigelas entre outros. As formas anticlásticas por sua vez seguem o mesmo principio dos eixos presentes nas formas sinclásticas, porém, os eixos são antagônicos fazendo com que uma única superfície dobre sobre si mesma. Nesta forma de forja é comum olhando uma única face da peça ver tanto a superficie anterior quanto a frontal, como a imagem ao lado onde a parte interna da “flor” é a superficie frontal e as “pétalas” são na realidade bordas da superficie anterior que foram levadas até a parte frontal da peça.

O primeiro passo é a seleção do material e corte deste em uma chapa no formato ideal para a obtenção da forma pretendida.

Após a seleção do material um proccesso inicial de forja é iniciado para preparar a peça para o crescimento anticlástico.

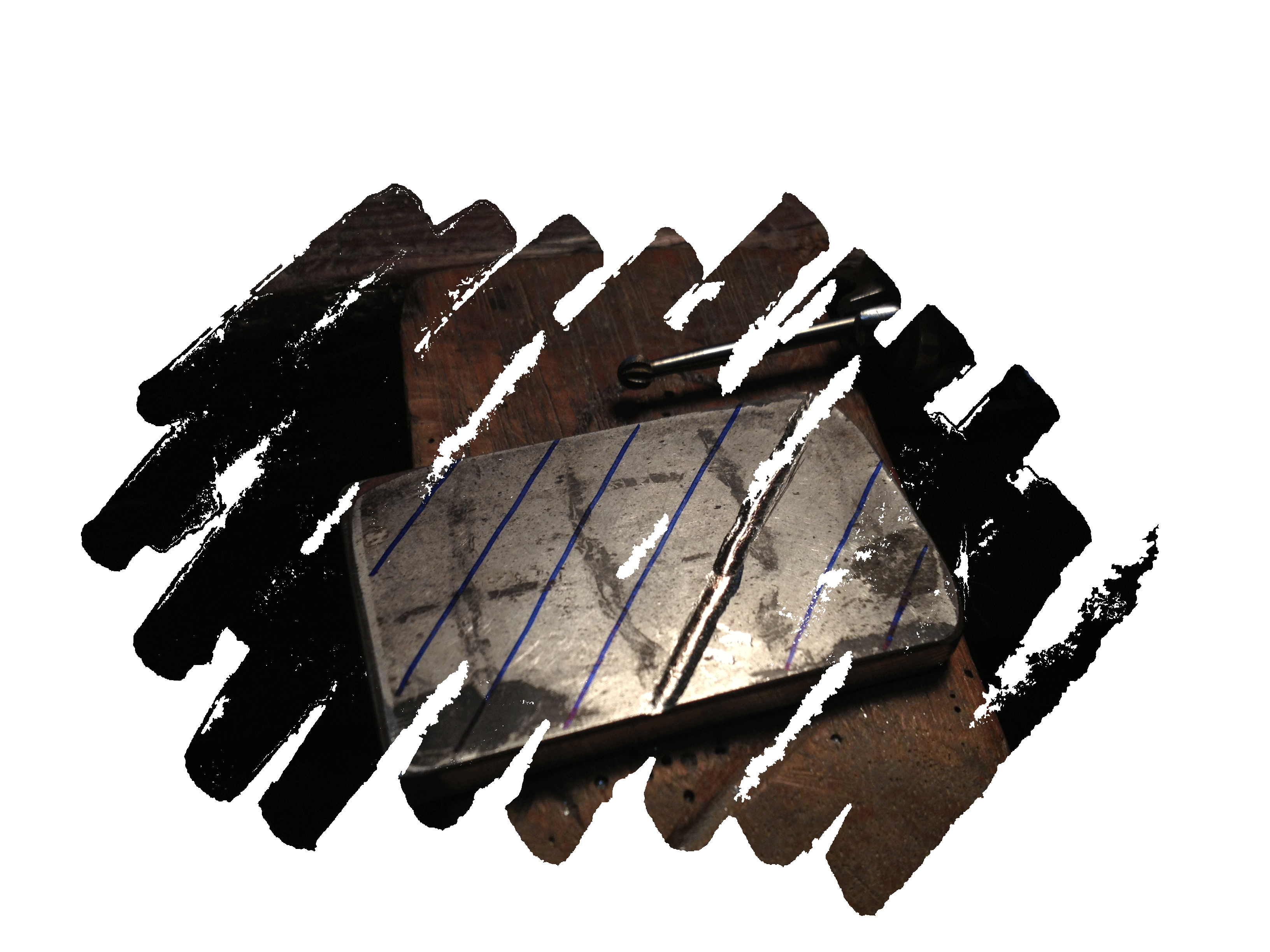
Utilizando uma ferramente com diversas curvas a forja anticlástica é iniciada, neste ponto as pontas da placa já começam a seguir sentidos opostos.

Como todos os processos de forja o metal se torna rígido e deve ser “amaciado” fazendo um recozimento (aquecimento para re-estruturação cristalina do metal).

À medida em que a peça toma forma ferramentas com curvas sistematicamente menores são utilizadas para que as curvas possam ser completadas.

O trebulet sinusoidal (pino em formato de onda) é uma das ferramentas mais comuns para a obtenção de forjas anticlásticas, e asvezes uma peça pode ser inteiramente construída com um único trebulet, ou uma série deles.
Após algum trabalho de forja da superfície já está quase criada a inversão (onde a superficie anterior da chapa inicial se torna a parte frontal da peça).

Para alisamento da forma o trebulet sinusoidal é utilizado como apoio e a forja é feita com um martelo de plástico.
A forma final pode ser ajustada, pétalas mais abertas ou mais fechadas dependendo do objetivo da peça, neste caso ela será mais fechada, então enquanto aberta uma suavização das linhas é feita com uma lima retirando-se um pouco de material.

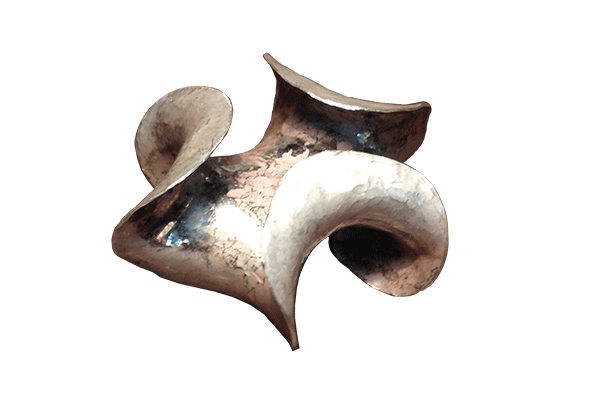
Ao final do processo de forja a chapa plana é transformada em uma forma anticlástica, neste caso uma flor de três dobras. A partir deste ponto pode-se fazer o polimento ou alisamento da forma (como é exemplificado em uma das pétalas)

Quando a forma final é alisada ou o acabamento pretendido é feito a peça pode ser fosqueada ou polida para a finalização.

Mokume-Gané (???)
Significa “Metal com nó de madeira” e leva este nome devido aos desenhos caracteristicos que cria.
As Joias
Sempre que criadas com esta técnica são especiais. Apenas a produção do material demora dias e cria uma infinidade de padrões diferentes, uma vez que cada bloco é único e esta técnia é puramente artesanal não existem duas peças iguais. Por isso se diz que quando se trata de Mokume-Gané as joias encontram seus donos e não o contrário.
História
O Mokume nasce pela mão dos samurais, que na busca de uma espada com o corte perfeito mesclaram aços duros e macios resultando em um padrão que ainda hoje é conhecido como Aço Damasco. O Mokume é criado para enfeitar estas espadas, utilizando-se a mesma técnica porém com metais preciosos como ouro e prata.

Os metais que serão mesclados são selecionados e recortados em peças de tamanhos idênticos.

Diversas etapas de limpeza são necessárias para que a magia do Mokume ocorra. Uma delas é a abrasão física que ocorre com o uso de esponjas abrasivas.
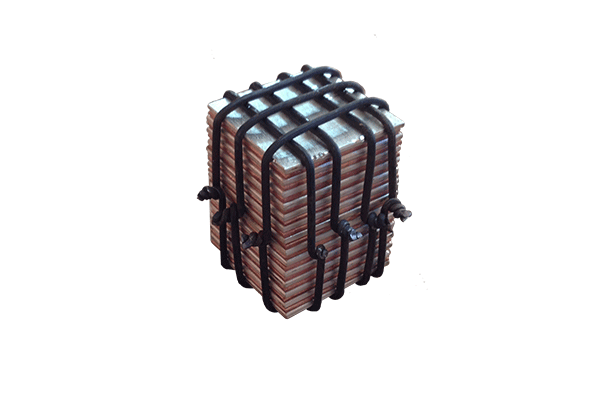
Após a limpeza o bloco é montado intercalando as chapas dos materiais selecionados, todas as chapas são amarradas juntas para permanecerem unidas durante a fusão.
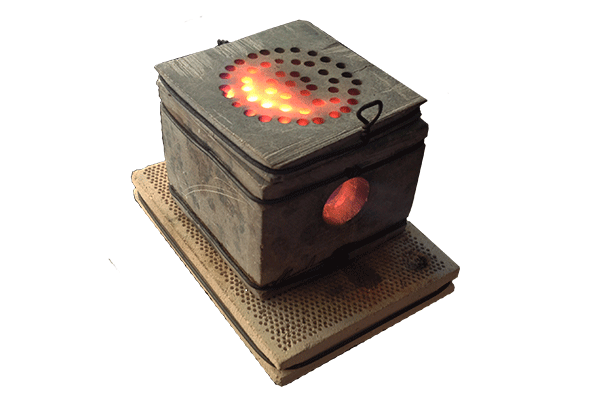
Dentro de um forno criado para este fim o bloco é aquecido até que haja a fusão entre as camadas dos diversos materiais, transformando assim as chapas soltas em um bloco único de mokume-gané.
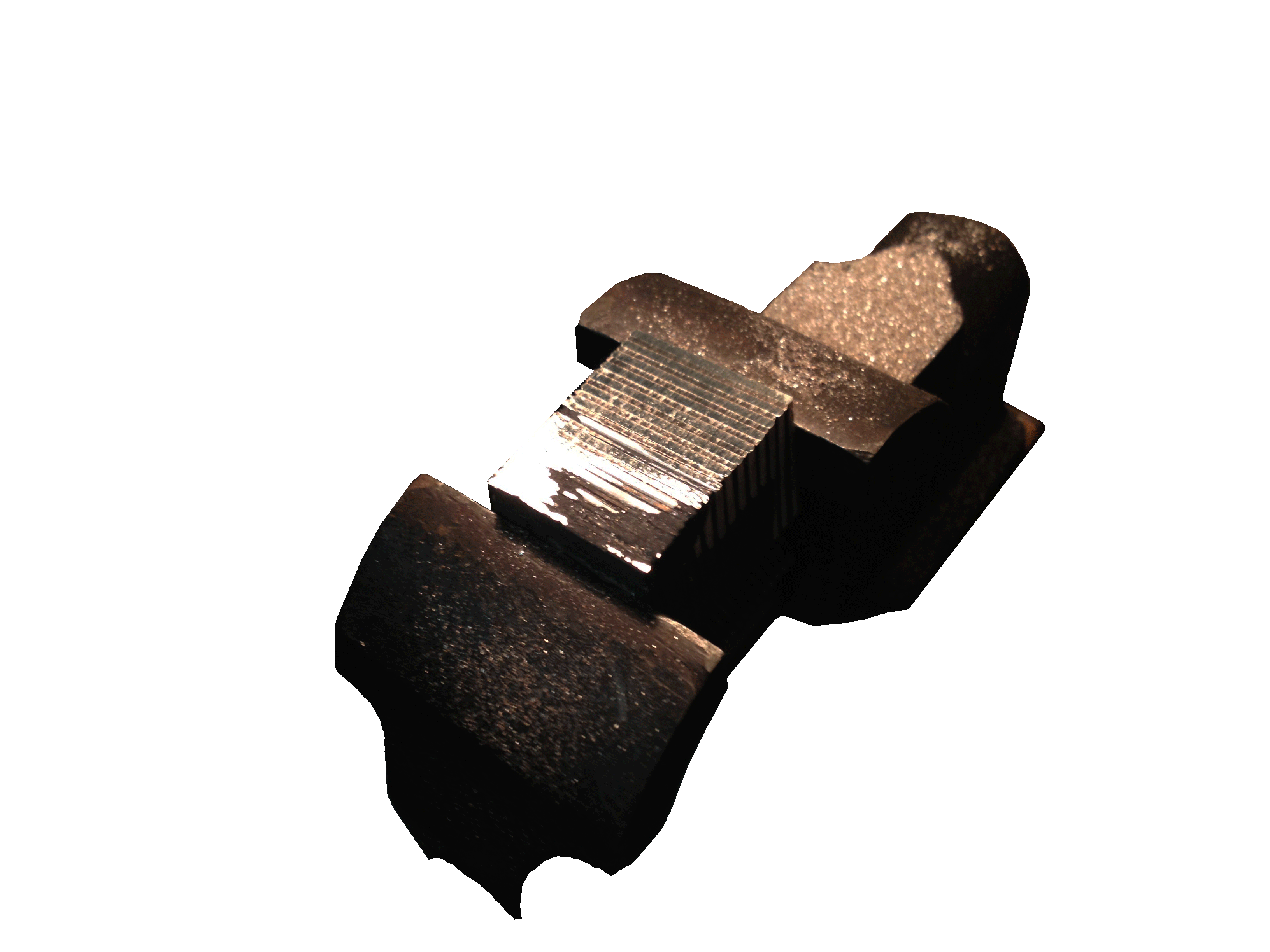
Uma verificação da fusão é feita retirando o óxido da parte exterior do bloco e observando se todas as camadas estão devidamente unidas.

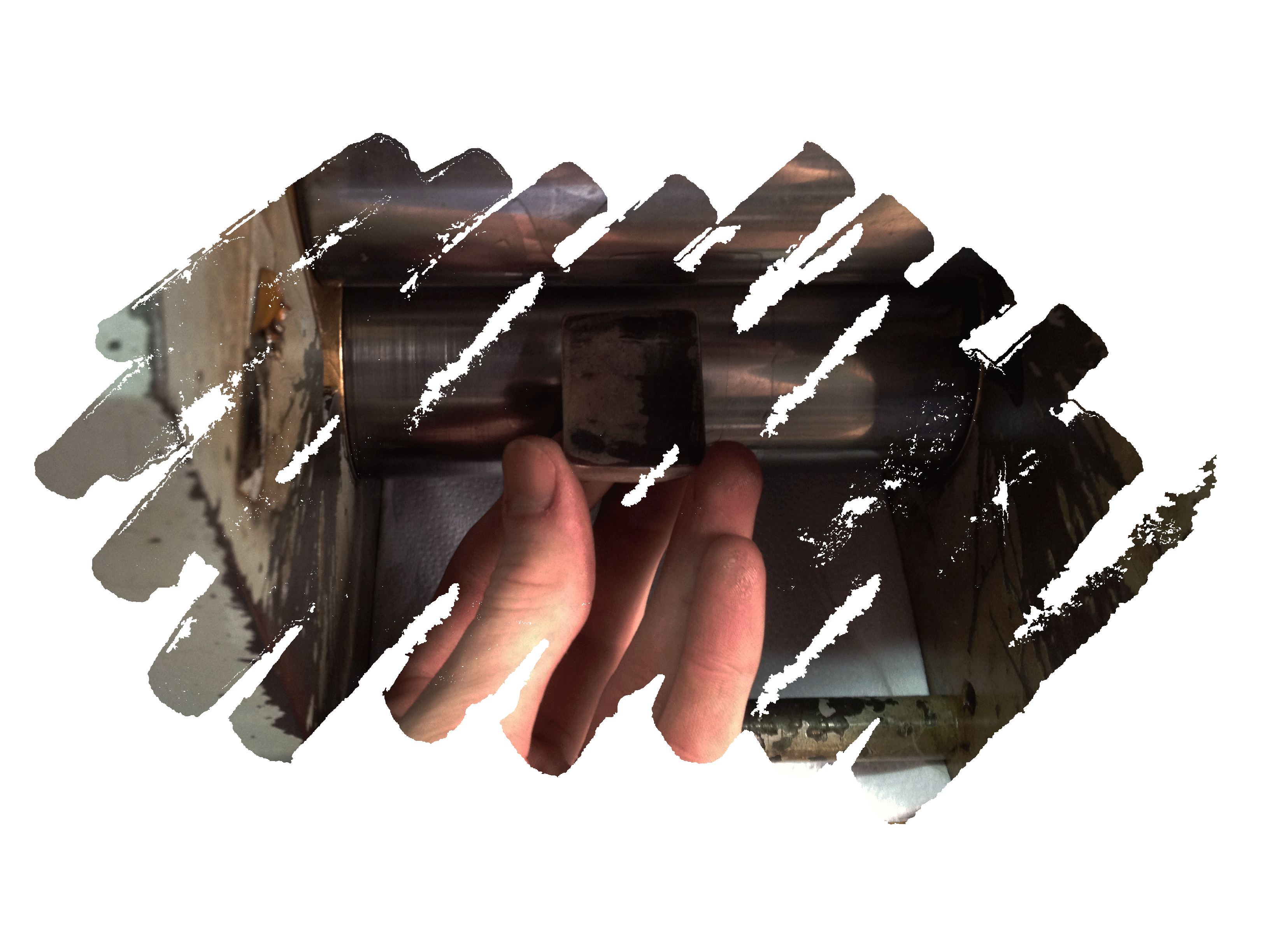
Quanto quente e através do impacto de um martelo o bloco é forjado até uma fração de seu tamanho, este passo garante a total união do bloco.
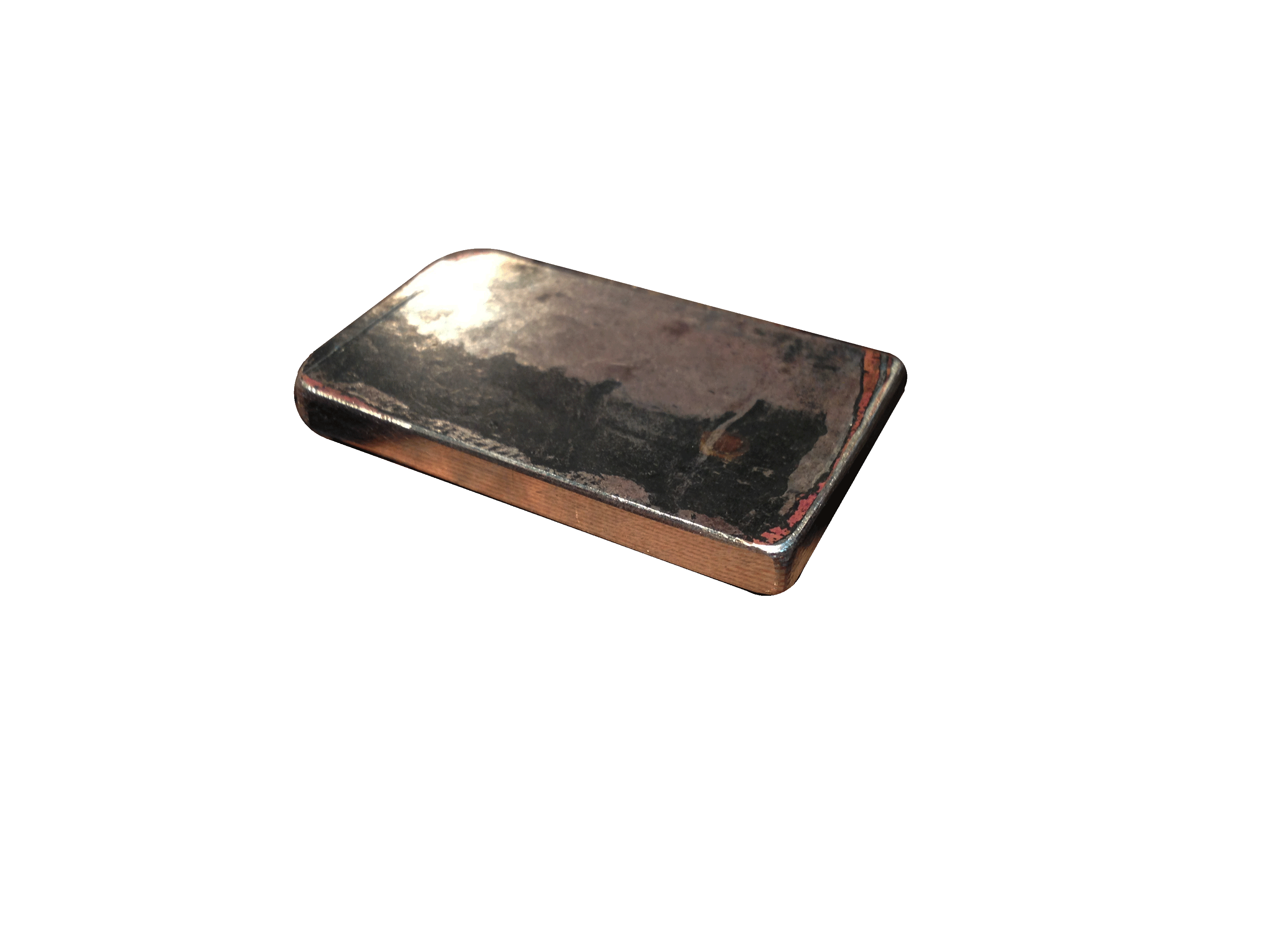
Após a forja o bloco é laminado para criar uma chapa grossa a partir de onde a padronização é iniciada.
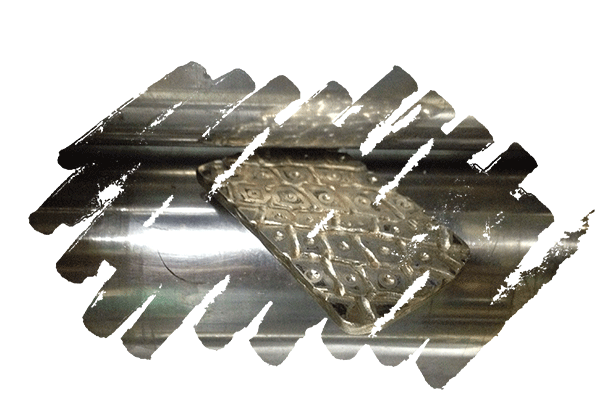
Em alguns casos o bloco é fatiado criando uma serie de possibilidades de padrões, neste caso ele será escavado a fim de obter um padrão “orgânico” característico desta técnica.
O processo consiste na criação de diversos veios que expõem as camadas do centro do bloco, nesta etapa existe um controle parcial permitindo a criação de um padrão mais simples ou mais elaborado.
O bloco é sucessivamente escavado e laminado até que o ponto exato do desenho e da mistura seja encontrado, uma vez encontrado através do fogo o desenho é revelado.

Ao final de alguns dias as placas inicialmente preparadas estão harmoniosamente unidas em um único material, criando assim a beleza singular do Mokume-Gané.
Esmaltação
Esmaltação é o nome dado a técnica de aplicação de cor através da fusão (derretimento) de vidro pulverizado sobre uma superficie metálica.
História
A esmaltação é uma técnica bastante recorrente na Ásia, Europa e Oriente Médio, peças como cerâmicas e objetos em cobre ouro e prata são esmaltados desde antes do século 14. Indiscutivelmente as peças mais famosas a fazerem uso da técnica da esmaltação são os ovos Fabergé.
Esmalte
O esmalte pode ser separado em duas categorias, os cristais e os vidros, em nossa oficina buscamos os esmaltes de melhor qualidade, utilizamos apenas os esmaltes de cristal sendo nossas cores adquiridas direto da Alemanha junto a Schauer Enamels.

A peça a ser esmaltada é construida e preparada para este fim. Como esta utilizará a técnica de cloisonné a peça é apenas um disco com um rebaixo.

O primeiro passo é a aplicação e fusão de uma fina camada de esmalte transparente para atuar como “cola” para o desenho a ser produzido.
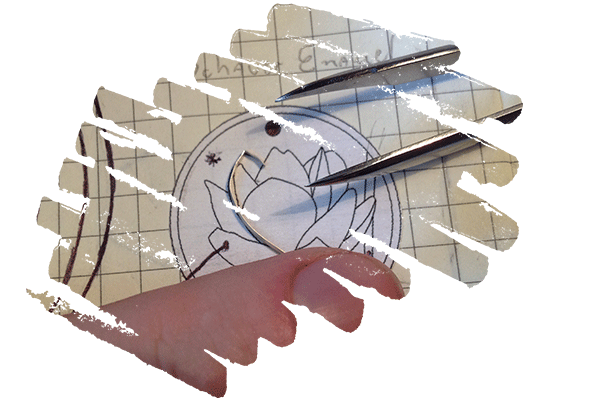
O cloisonné consiste na criação de linhas utulizando-se de uma fina fita de prata, esta separará as cores e irá traçar o desenho.

O desenho é montado e fixado sobre a camada de esmalte aplicada anteriormente, cada espaço será preenchido com uma cor ou mistura afim de criar o efeito desejado.

O esmalte é colocado em forma de pó, neste caso para o fundo esta sendo utilizado Preto Op. uma cor de esmalte sólida (não translucida)
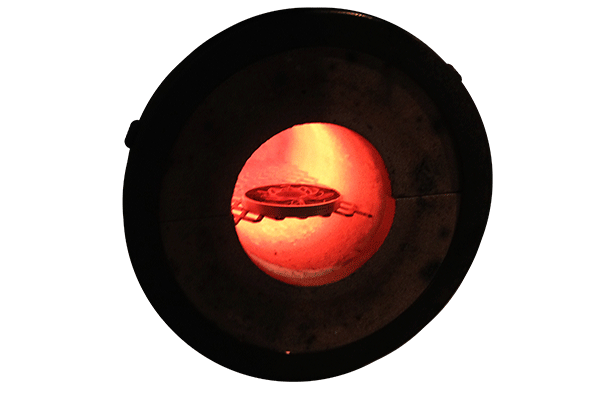
A peça vai para um forno por um curto periodo de tempo para que os grãos de esmalte derretam e se tornem uma “placa” de vidro prenchendo o espaço no qual foram colocados.

Já fundido o esmalte ganha um brilho vítreo e uma superficie lisa, porém, não está nivelado com a superficie da peça, portanto outra camada é aplicada.

Assim como o fundo o esmalte é cuidadosamente colocado no interior do desenho e levado ao forno para a fusão.

Algumas cores mudam suas propriedades depois da queima, alguns amarelos e vermelhos tem cor branca quando aplicados e assumem a verdadeira cor após a passagem pelo forno.

Qualquer excesso de esmalte é retirado com uma lima especial, esse passo nivela a superficie de vidro com a superficie do metal da peça.

Após uma ultima queima a superfície do esmalte volta a ficar lisa e a peça está pronta levando uma cor vibrante em seus pequenos detalhes